
Notre équipe de métallurgistes et d'ingénieurs s'assurera que vous avez une confiance totale dans le produit fourni.
Nos laboratoires d'inspection et d'essais fournissent des essais métallographiques, mécaniques, dimensionnels, chimiques, etc.
Nous adapterons un régime d'inspection et d'essais pour répondre à vos exigences. Nos plans qualité vont des tests de routine à la vérification et à la traçabilité entièrement documentées.
Nous proposons une suite complète de tests destructifs et non destructifs, notamment :
1. Machine de mesure de coordonnées CMM
2. Radiographie
3. Inspection de particules magnétiques
4. Inspection par ressuage
5. Analyse chimique spectrographique
6. Essai de traction
7. Test de compression
8. Test de pliage
9. Essai de dureté
dix. Métallographie
Analyse de la composition chimique
Après que les matières premières soient fondues en acier fondu. Nous utilisons un spectromètre pour tester le matériau de l'acier fondu avant la coulée pour nous assurer que les produits ont la nuance d'acier précise.


Contrôle des dimensions
L'inspection dimensionnelle est basée sur le dessin pour mesurer si la dimension de coulée est dans la plage de tolérance, afin de trouver l'erreur de forme et de dimension. De plus, la précision de la position de référence d'usinage, la répartition de la surépaisseur d'usinage et l'écart d'épaisseur de paroi doivent être soigneusement vérifiés.
Inspection de particules magnétiques (MPI)
Le MPI est un processus de contrôle non destructif (CND) pour détecter les discontinuités de surface et de sous-surface peu profondes dans les matériaux ferromagnétiques tels que le fer, le nickel, le cobalt et certains de leurs alliages. Le processus met un champ magnétique dans la pièce. La pièce peut être aimantée par aimantation directe ou indirecte. La magnétisation directe se produit lorsque le courant électrique traverse l'objet à tester et qu'un champ magnétique se forme dans le matériau. La magnétisation indirecte se produit lorsqu'aucun courant électrique ne traverse l'objet à tester, mais qu'un champ magnétique est appliqué à partir d'une source extérieure. Les lignes de force magnétiques sont perpendiculaires à la direction du courant électrique, qui peut être soit un courant alternatif (AC) soit une forme de courant continu (DC) (AC rectifié).


Test par ultrasons (UT)
L'UT est une famille de techniques de contrôle non destructif basées sur la propagation d'ondes ultrasonores dans l'objet ou le matériau testé. Dans la plupart des applications UT courantes, des ondes ultrasonores très courtes avec des fréquences centrales allant de 0,1 à 15 MHz, et parfois jusqu'à 50 MHz, sont transmises dans les matériaux pour détecter des défauts internes ou caractériser les matériaux. Un exemple courant est la mesure d'épaisseur par ultrasons, qui teste l'épaisseur de l'objet à tester, par exemple, pour surveiller la corrosion de la tuyauterie.
Test de duretée
La dureté est la capacité des matériaux à résister à la pression d'objets plus durs sur leurs surfaces. Selon les différentes méthodes de test et la plage d'adaptabilité, les unités de dureté peuvent être divisées en dureté Brinell, dureté Vickers, dureté Rockwell, dureté micro Vickers, etc. différentes unités ont différentes méthodes de test, qui conviennent à différents matériaux ou occasions avec caractéristiques différentes.


Test radiographique (RT)
(RT ou rayons X ou rayons gamma) est une méthode de contrôle non destructif (END) qui examine le volume d'un échantillon. La radiographie (rayons X) utilise des rayons X et des rayons gamma pour produire une radiographie d'un échantillon, montrant tout changement d'épaisseur, les défauts (internes et externes) et les détails d'assemblage pour assurer une qualité optimale dans votre opération.
Test des propriétés mécaniques
Notre société est équipée d'une machine de traction de 200 tonnes et 10 tonnes. Il peut être utilisé pour tester les propriétés mécaniques de certains produits spéciaux.

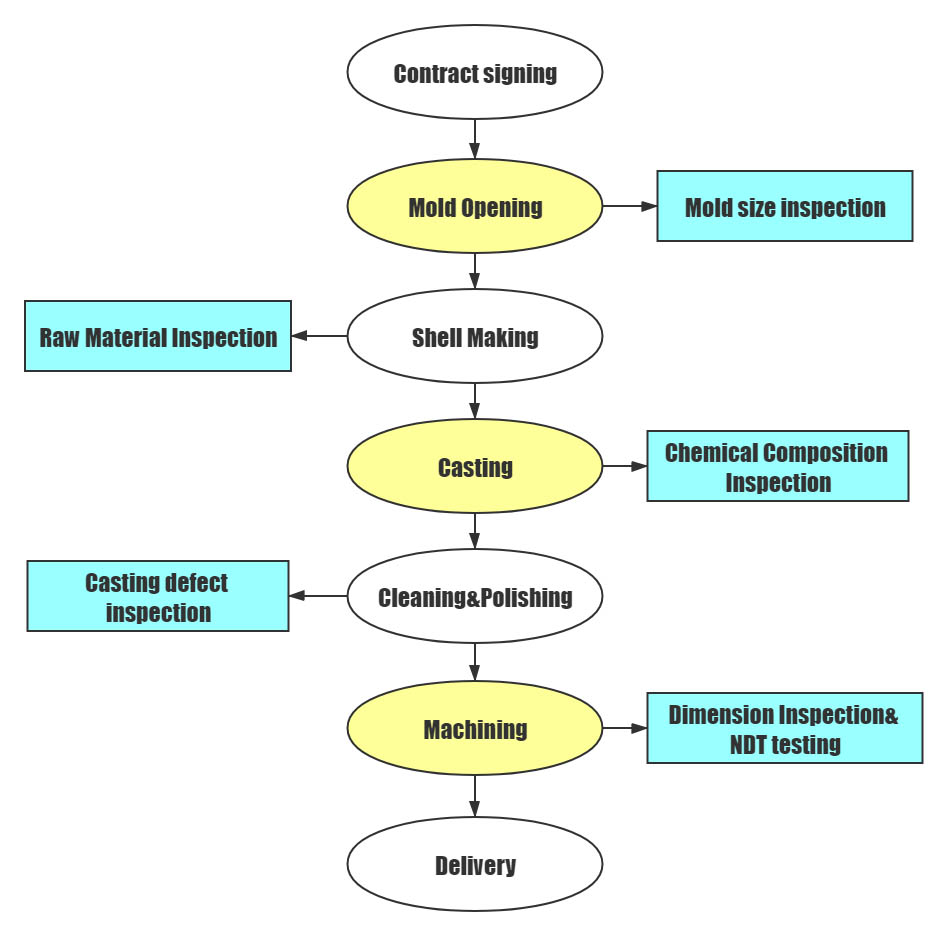
Organigramme d'inspection
Haute qualité, zéro défaut est l'objectif que nous poursuivons toujours. L'affirmation des clients est le moteur de notre progrès continu. Après avoir connu plus d'une décennie de commerce international, nous avons considérablement amélioré le contrôle de la qualité des pièces moulées. Au cours des dernières années, nous avons augmenté de nombreux équipements de test avancés tels que la machine d'essai de traction 200/10 tonnes, l'équipement d'essai par ultrasons, l'équipement d'essai par particules magnétiques, l'équipement de détection de défauts aux rayons X, deux analyseurs de composition chimique, le testeur de dureté Rockwell, etc. .